|
With an increasing emphasis being laid on the research and
development of various chemicals, the chemical industry has
seen a rapid growth in recent times. Taking opportunity of
these conditions, Taj Chemicals Division was established in
the year 2007. We are a reputed manufacturer and exporter of
a wide range of chemicals.
The Chemicals business
sector focuses on
high-quality chemical products for technically
demanding applications in R&D and industry. Many years of
experience and innovative product solutions make us a
preferred partner for laboratories and production.
Let us take you on a journey into our world of research to
discover new approaches that could prove useful in your
work. In regular intervals we'll be introducing you to
interesting topics, this week "On the way to a bright
future"
A chemical plant is an industrial process plant that
manufactures (or otherwise processes) chemicals, usually on a
large scale. The general objective of a chemical plant is to
create new material wealth via the chemical or biological
transformation and or separation of
 materials.
Chemical plants use special equipment, units, and technology
in the processes. Other kinds of plants, such as polymer,
pharmaceutical, food, and some beverage production facilities,
power plants, oil refineries or other refineries, natural gas
processing and biochemical plants, water and wastewater
treatment, and pollution control equipment use many
technologies which have similarities to chemical plant
technology such as fluid systems. Some would consider an oil
refinery or a pharmaceutical or polymer manufacturer to be
effectively a chemical plant. materials.
Chemical plants use special equipment, units, and technology
in the processes. Other kinds of plants, such as polymer,
pharmaceutical, food, and some beverage production facilities,
power plants, oil refineries or other refineries, natural gas
processing and biochemical plants, water and wastewater
treatment, and pollution control equipment use many
technologies which have similarities to chemical plant
technology such as fluid systems. Some would consider an oil
refinery or a pharmaceutical or polymer manufacturer to be
effectively a chemical plant.
This facility has over
85 reactors of varied metallurgy including titanium, cast
alloy, graphite, PVDF and PTFE with over 300 kl of
handling capacity together with several centrifuges,
driers and varied production equipment. The facilities are
versatile and are capable of carrying out varied reactions
ranging from -70°c to +150°c.
Taj Pharmaceuticals
Ltd. has the capability to
handle highly complex and hazardous reactions with utmost
safety and productivity. Taj operations are backed by a
full spectrum of utilities including a captive power
generation plant, high technology solvent recovery
facilities, sophisticated quality control equipment and a
'zero discharge' environment-friendly effluent treatment
plant.
Petrochemical plant (plants using petroleum as a raw
material) are usually located adjacent to an oil refinery to
minimize transportation costs for the feedstocks produced by
the refinery. Specialty chemical plants are usually much
smaller and not as sensitive to location.
 Business today face far
more competition and external influences then they did
five to 10 years ago. Competing in today's global economy
can be tough for the small to midsize business (SMB).
Smaller organization faces the same market pressure as the
Global 2000. They are challenged by the need the customer
and compliance mandates, manage supplier effectively,
control Costs, and gain new customers to grow the
business.
Business today face far
more competition and external influences then they did
five to 10 years ago. Competing in today's global economy
can be tough for the small to midsize business (SMB).
Smaller organization faces the same market pressure as the
Global 2000. They are challenged by the need the customer
and compliance mandates, manage supplier effectively,
control Costs, and gain new customers to grow the
business.
For the majority of
firms in this industry, the actual manufacture of drugs is
the last stage in a lengthy process that begins with
scientific research to discover new products and to
improve or modify existing ones. The R&D departments in
pharmaceutical and medicine manufacturing firms start this
process by seeking and rapidly testing libraries of
thousands to millions of new chemical compounds with the
potential to prevent, combat, or alleviate symptoms of
diseases or other health problems. Scientists use
sophisticated techniques, including computer simulation,
combinatorial chemistry, and high-through-put screening,
to hasten and simplify the discovery of potentially useful
new compounds.
Laboratory Space
|
|
 |
The companies modern laboratories readily
serve most general chemical R&D needs, with specific labs
designed to optimally support activities such as organic
synthesis, instrumental analysis, process development or
intermediate scale-up work. Approximately 25,000 square feet
of laboratory space will accommodate 100 individual scientists
including research personnel, corporate
research partners.
Office Space
|
|
 |
|
Much of the
approximately 2,000 square feet of office area within the
Plant is designed to support staff functioning in
support of laboratory-based enterprises. There is,
however, some opportunity to expand office space for
operations that would complement the mission of the
company. |
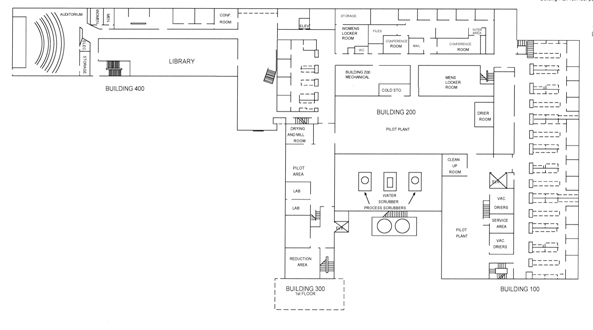
Floor Plan |
Below is a drawing of the
ground level floor plan of the Taj Pharma Chemical Plant.
On this level - the atrium, auditorium, library, front
office, conference areas and various laboratory spaces.
The pilot plant area can be seen located in the central
part of the building. Additional laboratory, office, pilot
plant and other working space exists on the floors above
and below the one shown here. |
 |
 Manufacturing
Plants / Units Manufacturing
Plants / Units
Virtual Tour of
Plants
|